|
Grands
Cristaux sur Porcelaine
- CRÉATION
: RÉALISATION DU MOULE DE L'OURS
POLAIRE
-
 -- -- ---- ---- --- --- --- --- --- --- -
-
Suivi
de la création d'une de mes nouvelles
pièces
cristallisées…
2ème
PARTIE
- J'ai
réalisé cet article pour expliquer mon
travail en détails à partir du lancement
d'un nouveau projet.
-
- Afin de
montrer le côté laborieux de cette
tâche et dévoiler ses multiples facettes,
cette série de pages web est illustrée
avec les documents réalisés lors de la
création de mon OURS POLAIRE CRISTALLISÉ
en juin et juillet 2012.
-
- Aboutir
à la reproduction en porcelaine
cristallisée d'une sculpture par la technique
du coulage nécessite des heures de travail. Ce
n'est pas juste un " simple moulage " comme
l'imaginent ceux qui ignorent tout du travail accompli
sur ce type de pièce. Un tel projet
nécessite un vrai savoir-faire et des
compétences multiples pour la sculpture du
modèle, la conception du moule, la formulation
de la pâte de coulage (pour barbotine), le
coulage et la finition des pièces, la
création des glaçures cristallines, leur
application et leur cuisson. L'investissement en temps
et en énergies est sans pareil à celui
de pièces tournées.
-
- Cette
deuxième page de la série montre la
réalisation du moule en plâtre de l'ours
polaire dont des reproductions figurent dans ma
galerie
web des Ours.
-
Denis Caraty,
Céramiste
-
-
- Autres
étapes de la réalisations de l'Ours
Polaire :
-
- 1ère
partie : Sculpture de l'ours
polaire
-
- 3ème
partie : réalisation d'une barbotine de
porcelaine
-
- 4ème
partie : Coulage de l'ours avec la barbotine (à
paraître)
-
- 5ème
partie : Finition et cuissons de l'Ours polaire
-
-
-
- RÉALISATION
DU MOULE DE L'OURS POLAIRE
-
-
-
 -
- La sculpture
a été étudiée de
façon à réaliser son empreinte
complète en trois parties de moule.
- La ligne
jonction de chaque empreinte ou "couture" constitue la
limite de dépouille des volumes contenus et
doit permettre un démoulage parfait sans aucune
accroche.
- L'étape
initiale pour la réalisation du moule est celle
d'une première empreinte en plâtre
destinée à envelopper en partie la
sculpture en allant à quelques
millimètres au-delà de sa ligne de
dépouille.
- La sculpture
repose de niveau (pied d'équerre) sur des
boules de plastiline pour permettre son coffrage
(Coffrage rectangulaire par assemblage de plaques avec
serre-joints).
-
-
-
 -
- La ligne de
dépouille ou "couture" est tracée au
crayon gras sur la sculpture et doublée
à 2 mm sur sa partie supérieure d'un
tracé au feutre bleu.
- Ce
tracé bleu apparaît en premier lors du
désépaississement du plâtre
coulé et prévient de l'imminence du
trait de couture.
-
-
-
 -
- Après
le coulage du plâtre, il faut dégrossir
et tailler le plâtre sur le pourtour de
l'empreinte de façon à faire apparaitre
la ligne bleue ou " ligne d'approche ".
- Puis
minutieusement amincir et lisser cette bordure pour
affleurer le trait de crayon gras délimitant la
dépouille du volume enterré.
- A ce stade la
sculpture peut être extraite sans accroche de
cette première empreinte aussi appelée "
enterrage ".
-
-
-
 -
- Détail
de la ligne d'approche avant l'amincissement du
plâtre pour rejoindre la ligne de
couture.
-
-
-
 -
- Après
avoir rejoint la ligne de couture, la sculpture est
extraite de l'enterrage.
-
-
-
 -
- Après
le lissage de la surface de l'enterrage, la sculpture
est à nouveau mise en place dans son
empreinte.
-
-
-
 -
- L'ensemble
est savonné (solution de savon noir) puis
lustré.
- La fine
pellicule grasse de savon noir qui reste
déposée en surface de la sculpture
après essuyage au pinceau joue le rôle
d'agent démoulant et permet une prise
d'empreinte avec du plâtre sans risque de
collage.
-
-
-
 -
- C'est
à ce stade que les tenons en plastique sont
fixés par des clous sur la surface de
l'enterrage.
- Les tenons
assurent le positionnement des parties du moule en vis
à vis et aussi la tenue de leur assemblage car
leur emboîtement offre une certaine
résistance.
-
-
-
 -
- Le coffrage
rectangulaire est mis en place de niveau autour de
l'enterrage contenant la sculpture.
- Il est
maintenu par des serre-joints. Un trait indiquant la
hauteur de remplissage est marqué au crayon
gras sur l'intérieur du coffrage.
- Le calcul du
volume de la partie de moule à couler permet
d'établir la recette de préparation du
plâtre selon cette formule dans le cas du
plâtre molda3 : 1,5 litre de barbotine de
plâtre = 1,0 litre d'eau + 1,5 kg de
plâtre en poudre.
- Par exemple
pour faire 6 litres de plâtre il faut
mélanger 4 litres d'eau et 6 kg de
plâtre.
-
-
-
 -
- Après
coulage et prise du plâtre (lorsqu'il a
chauffé), l'ensemble est décoffré
et la surface coulée est rectifiée
à la raclette métallique pour devenir
parfaitement plane.
- Puis
l'ensemble est retourné, partie coulée
en-dessous et l'enterrage au-dessus.
- L'enterrage
est ôté en prenant le soin de ne pas
détacher la sculpture de la partie
coulée.
- L'ensemble
est savonné et lustré et les tenons de
la seconde partie à couler sont
insérés dans ceux de la première
partie.
- Et
l'opération de coffrage-coulage se
répète à nouveau.
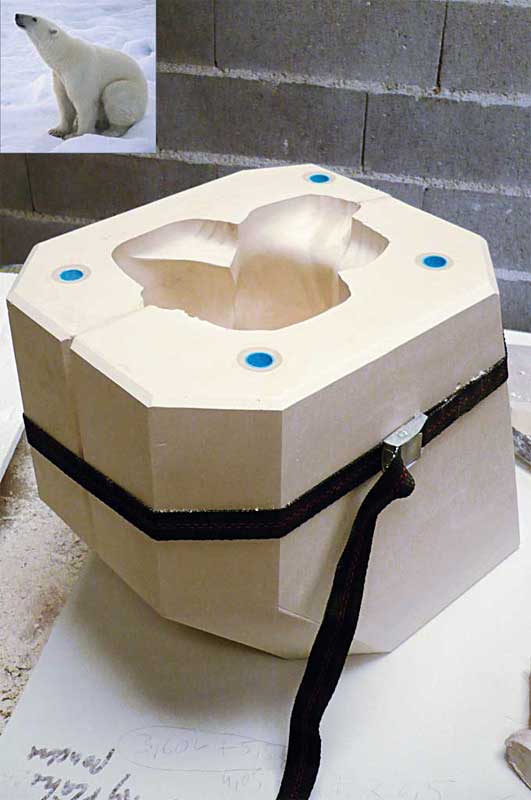
- Après
décoffrage les deux parties sont
laissées jointes autour de la sculpture et
maintenues fermées par une sangle.
- Puis
l'ensemble est mis debout pour réaliser la
troisième et dernière partie du
moule.
- Cette
troisième partie concerne l'empreinte de la
base de l'ours polaire et la nourrice de
coulage.
- Après
savonnage et lustrage des parties à mouler, les
tenons en plastiques sont mis en place ainsi que la
nourrice de coulage en forme de cône
(réalisée à partir de
plâtre coulé dans la partie conique d'une
bouteille d'eau minérale en plastique).
- Et
l'opération de coffrage-coulage se
répète à nouveau.
-
-
-
 -
- La prise
d'empreinte de la sculpture est maintenant
achevée. La sculpture peut être
démoulée. Il ne reste plus qu'à
peaufiner le moule pour le rendre plus fonctionnel et
plus léger. Les surépaisseurs de
plâtre inutiles seront éliminées
de manière à garder une épaisseur
moyenne de 4 à 5 cm autour de l'empreinte. De
gros chanfreins sont faits sur les angles trop forts,
des coupes à la scie permettent de tronquer les
parties trop massives.
-
-
-
 -
- Au final
environ 1/3 du poids du moule sera
éliminé. Cet allègement doit se
faire sans compromettre l'équilibre du moule
dans sa position de travail (lorsqu'il est plein de
barbotine). Tous les angles vifs sont
chanfreinés et des encoches sont
réalisées pour guider les sangles de
fermeture du moule (au total 2 sangles pour maintenir
fermées les trois parties de moule et
éviter les fuites lors du remplissage avec la
barbotine).
-
-
-
 -
- Désavonnage
: L'empreinte est badigeonnée au pinceau avec
de l'eau vinaigrée (mélange 50/50
vinaigre blanc et eau) sur les trois parties du moule
pour éliminer les traces de savon qui nuiraient
à la porosité du plâtre. Ce
désavonnage est visuel, lorsque le
mélange vinaigré pénètre
instantanément dans le plâtre la surface
est bonne. Si le mélange vinaigré ne
pénètre pas ou met trop longtemps
à pénétrer, il faut insister avec
le pinceau jusqu'à ce que la
pénétration soit rapide.
-
-
-
 -
Au bout d'un
quinzaine d'heures le moule est enfin
terminé.
Il faut
maintenant le faire sécher. Cette opération
se fait avec le moule totalement fermé et
sanglé (ses trois parties assemblées) pour
que l'évaporation de l'eau ne dépose pas de
sels sur la surface de l'empreinte. Les sels sont ainsi
drainés vers la surface externe du moule, ce qui
permet d'assurer une bonne porosité du moule sur
son empreinte interne. Un moule humide qui vient
d'être coulé doit perdre 30% de son poids
lors du séchage, ce qui représente
l'évaporation de 11 à 12 kg d'eau dans le
cas du moule de l'ours polaire… Le séchage
nécessite deux bonnes semaines en
été sous le flux d'air d'un ventilateur qui
fonctionne en continu. Le moule est installé sur
une tournette dans un local chauffé par le soleil,
il est changé de position plusieurs fois par jour.
Cette méthode est longue, mais elle respecte
parfaitement les qualités du
plâtre.
Si ce moule
fonctionne correctement, il permettra la coulée de
trente à quarante reproductions de l'ours polaire.
Au-delà l'usure du plâtre ne permettra plus
d'obtenir des empreintes de qualité.
- Et
à ce stade du projet toujours pas d'ours
polaire cristallisé en vue, il reste encore du
chemin à faire…
-
-
-
- Autres
étapes de la réalisations de l'Ours
Polaire :
-
- 1ère
partie : Sculpture de l'ours
polaire
-
- 3ème
partie : réalisation d'une barbotine de
porcelaine
-
- 4ème
partie : Coulage de l'ours avec la barbotine (à
paraître)
-
- 5ème
partie : Finition et cuissons de l'Ours polaire
-
-
- Galerie
des Ours cristallisés
-
-
-
-
- Intro
------------Présentation
------------Galerie---------Glaçures
-
- Liens
----------
Contact
------
-----

- This
entire page Copyright © 2004-2012,
CERAMIQUE-ET-CRISTAUX - FRANCE. All Rights
Reserved.
- Les
textes et les photos restent la
propriété de leur auteurs, ils ne
peuvent être réutilisés sans un
accord préalable. Nous
consulter.
|